


ABR --- Anaerobic Baffled Reactor
Anaerobic microorganism treatment is an indispensable treatment section in the current high concentration organic wastewater sewage water treatment process. It is better that aerobic microorganism treatment not only has low energy consumption, but also can produce biogas as a secondary use of energy. The higher the anaerobic reaction volume load is, the higher the oxygen reaction is, and the lower the investment is for treating the same amount of COD anaerobic reaction.
At present, the commonly used anaerobic treatment processes include:
UASB --- Up-flow Anaerobic Sludge Bed/Blanket
EGSB --- Expanded Granular Sludge Blanket Reactor
CSTR --- Continuous Stirred Tank Reactor
IC --- Internal Circulation Anaerobic Reactor
ABR --- Anaerobic Baffled Reactor
UBF --- Upflow Sludge Bed Filter
AF --- Anaerobic Biofilter
AFBR --- Anaerobic Fluidized Bed Reactor
USSB --- Upflow Staged Sludge Bed
AAFEB --- Anaerobic Attached microbial Film Expanded Bed
USR --- Upflow solid anaerobic reactor
PPR --- Plug Flow Reactor
Two-phase Anaerobic Reactor
ABR --- Anaerobic Baffled Reactor
Anaerobic baffled reactor (ABR) is a new type of efficient anaerobic biological treatment device developed and developed on the basis of summarizing the technological performance of the second generation anaerobic reactor.
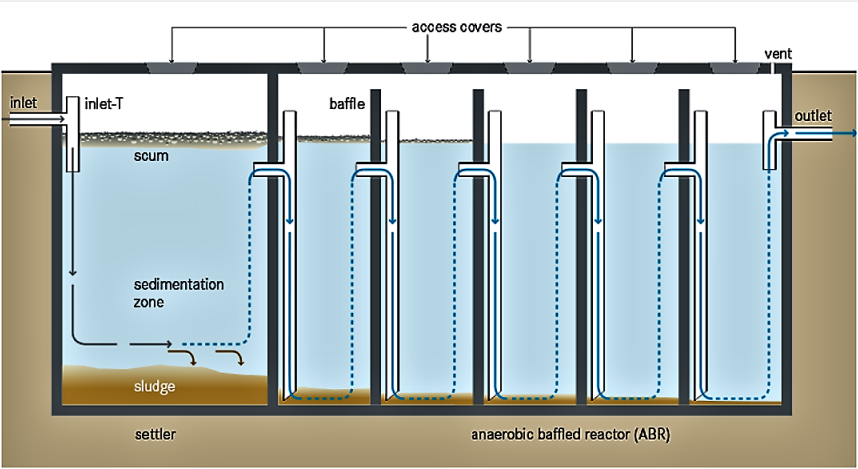
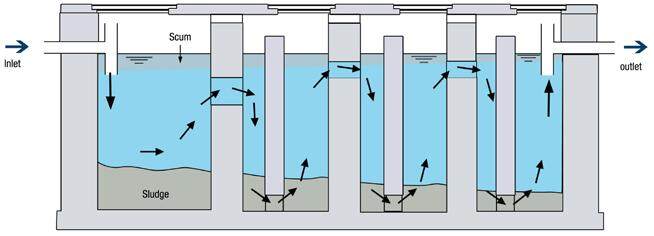
Working Principle of ABR
Vertical guide flow plate is built in the reactor to separate the reactor into several reaction chambers in series. Each reaction chamber is a relatively independent upflow sludge bed (USB) system, in which the sludge exists in the form of granulation or flocculation.
The water flows through the sludge bed layer in the reaction chamber one by one, and the substrate in the influent is fully contacted with microorganisms to be degraded and removed. When the wastewater passes through the ABR, it flows from bottom to top. During the flow process, it contacts with the sludge for many times, which greatly improves the volume utilization of the reactor and eliminates the three-phase separator.
Characteristics of ABR
1. Simple structure, no moving parts, no mechanical mixing device, low cost, high volume utilization, not easy to block, and low sludge bed expansion can reduce the total height of the reactor;
2. There are no special requirements for settling performance of organisms, low sludge yield, small amount of excess sludge, high sludge age, no need for sludge to grow on the surface of the carrier, and no need for subsequent sedimentation tank for sludge water separation;
3. Short hydraulic retention time, intermittent operation, strong resistance to hydraulic and organic impact load, good tolerance to toxic and harmful substances in the influent, and long time sludge discharge.
Advantages of ABR
1.Good hydraulic conditions
The hydraulic condition of the reactor is an important factor affecting the treatment effect. The hydraulic flow pattern of the reactor and its advantages and disadvantages can be described by the volume utilization rate or the dead zone volume fraction (Vd/V) of the reactor and the diffusion and mixing degree. Compared with other reactors, the volumetric efficiency of anaerobic baffled reactor has been greatly improved. In addition, with the increase of water inflow in the ABR reactor, that is, the reduction of HRT, the degree of back mixing in each reaction chamber will increase, but the change range of U value is not large. On the whole, the baffle plate in the reactor blocks the back mixing between each reaction chamber, strengthens the mixing of each reaction chamber, and enhances the contact and mixing degree of sludge and treated sewage. It not only improves the volume utilization of the reactor, but also enhances the treatment effect of the reactor and ensures the stable operation of the reactor.
2.Simple structure and stable effect
Compared with other third-generation anaerobic reactors, the anaerobic baffled reactor has no complex three-phase separator, only a simple folded plate structure, no problems such as pipe blockage, no complex internal structure design.
3.Good biological distribution
The baffle structure in the reactor forms several independent reaction chambers. Therefore, in each reaction chamber, the microbial community adapted to the environmental conditions of the reaction chamber can be domesticated and cultivated to form good population coordination and good distribution along the way. Studies have shown that in the cell at the front of the reactor, hydrolysis and acid producing bacteria are the main bacteria, while in the later cell, methane bacteria are the main bacteria
4.Good solid-liquid separation effect and good effluent quality
The mode of anaerobic biological flocculation is similar to that of aerobic activated sludge process, which is caused by the limited concentration of bacteria on the substrate, and the F/M value has an important influence on it. Low F/M value is conducive to biological flocculation, accelerated sedimentation and low concentration of suspended solids in effluent. The grid structure of ABR and the flow pushing state of water flow make F/M gradually decrease with the flow. In the last cell, F/M is the lowest and gas production is the smallest, which is most conducive to solid-liquid separation, so it can ensure good effluent quality.
5.Stable operation and flexible operation
Due to the unique baffle structure of ABR reactor, the possibility of blockage, sludge bed expansion and other phenomena is greatly reduced, and ABR can operate stably for a long time. In addition, ABR can meet the requirements of effluent quality by changing the baffle spacing, adjusting HRT, and even intermittent operation according to different water quality and quantity. ABR can also conduct aerobic operation in an appropriate cell to remove nitrogen in the same reactor.
6.Shock load resistance, strong adaptability to toxic substances
Because the reactor has a good ability to trap microorganisms and the characteristics of biological distribution in the reactor, the adaptability of the reactor to shock load is greatly enhanced. Anaerobic baffled reactor has good adaptability to both hydraulic impact load and organic impact load. In the treatment process of toxic wastewater, the impact of toxic substances on the reactor is mainly concentrated in the front of the reactor, with less harm to the rear. Only a few microorganisms in the whole reactor are exposed to toxic substances, which is conducive to the domestication of the whole reactor system and recovery in a short time after being impacted.
ABR process integrates UASB and staged multi-phase anaerobic reactor technology, which not only greatly improves the treatment load and efficiency of anaerobic reactor, but also greatly enhances its stability and adaptability to adverse factors (such as toxic substances). It is an effective new technology in the field of water pollution prevention.
#QDEVU #WATERTREATMENT #WASTEWATERTREATMENT #SEWAGETREATMENT #SEWAGEWATERTREATMENT #BIOLOGICALTREATMENT #ANAEROBICPORCESS
Visit www.evuchina.com for more information